タイルを選ぶとき、まずは「色」、で探すという方が多いと思います。
「タイルの色」=「釉薬(ゆうやく)」
日々タイルをつくっているなかでおきていること、色の開発の舞台裏を、何回かにわたってご紹介しています。
今回は、キラキラとした「結晶」の話。
前回は遠くからでもパッと目につく綺麗な「サーモンピンク」色の話題でしたが、結晶は、言われなければ気付かないようなとても細かなもの…。
前回の記事はこちらから >>>「サーモンピンクとバクテリア」
結晶といえば、思いつくのは雪…ですが、焼き物であるタイルにも、近づいてよく見てみると、とても魅力的な結晶がみえるものがあります。
この結晶を綺麗に出すのは、とても難しいのだとか…
カタログ制作時や、Webサイトの商品の紹介文を書くときに、
「釉薬の結晶による色むらがあります」
「釉薬の結晶による模様がランダムに入ります」
というような説明を入れることがあります。
結晶は、焼き物タイルの特徴の一つであり、そのタイルの魅力としてピックアップするワードです。
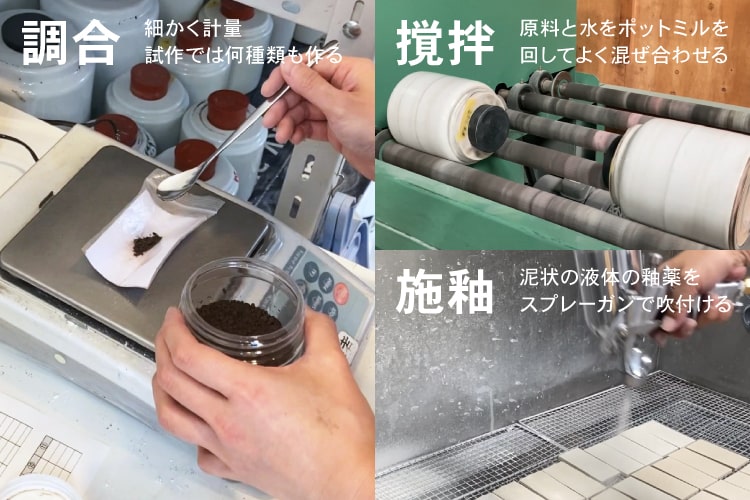
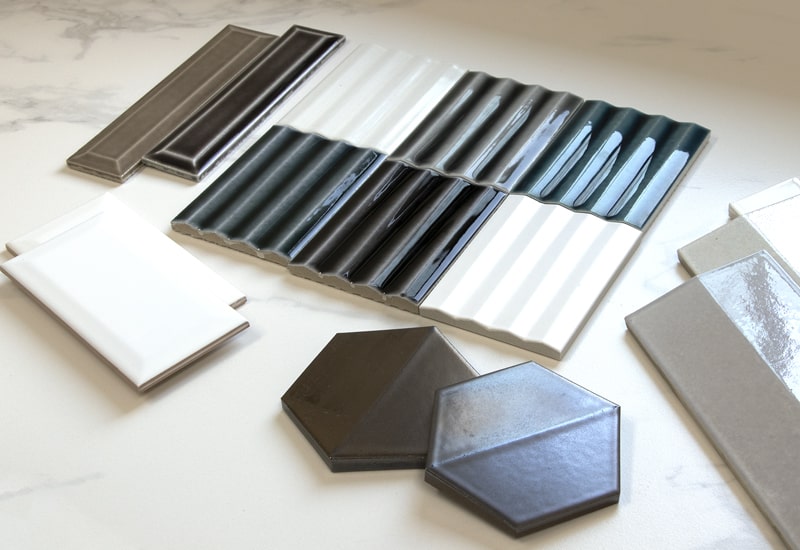
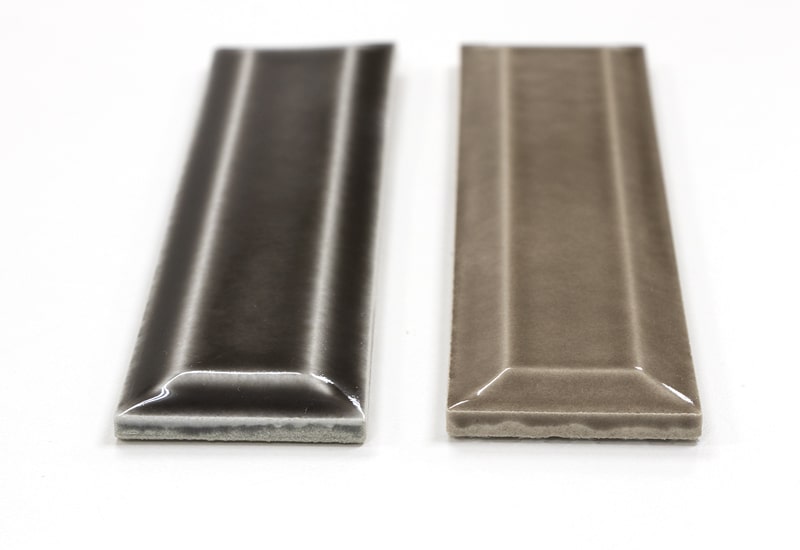
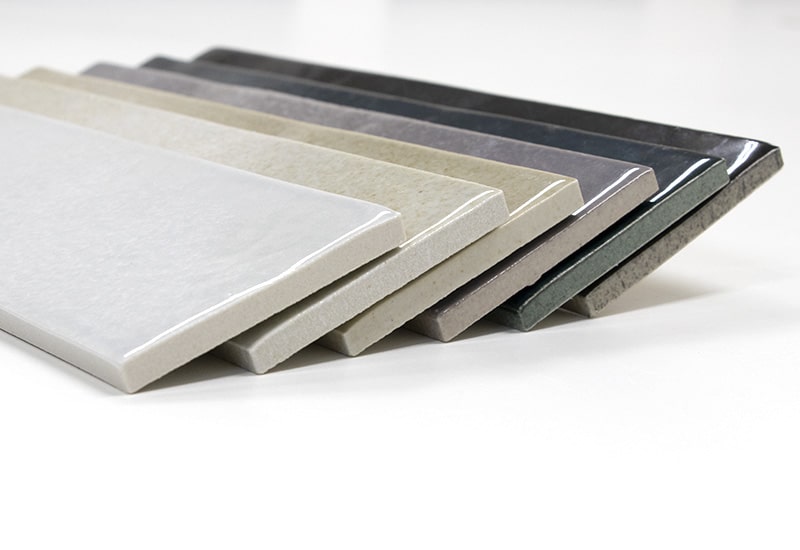
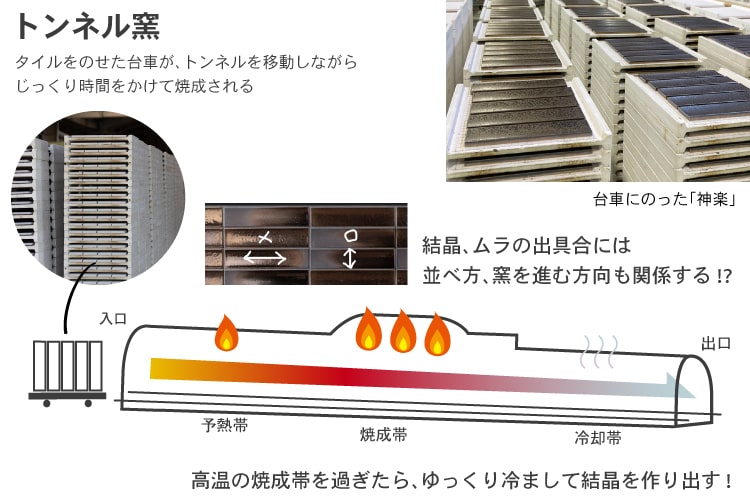
先日、釉薬の調合室を訪ねると、メタリックな金色や、ブロンズにところどころ青サビが出たようなエイジング感がある色のタイルが何枚も並んでいました。
これは、「神楽」=かぐら、という荘厳な響きの名前のタイルです。
在庫が少なくなり、追加生産にあたり釉薬の再調整をしている最中でした。
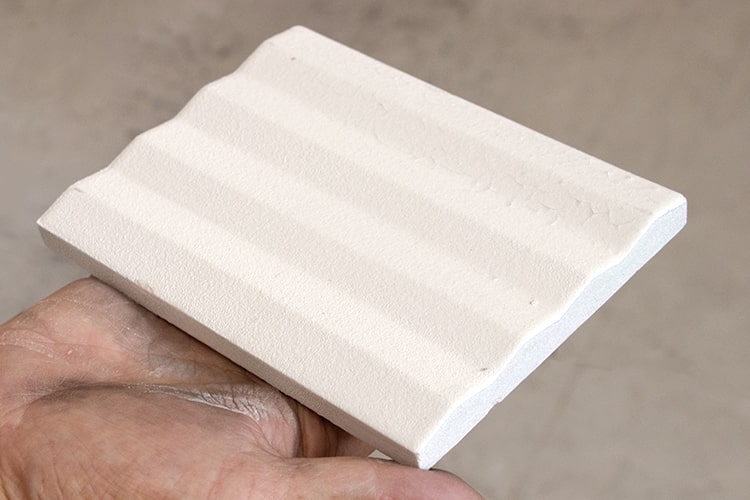
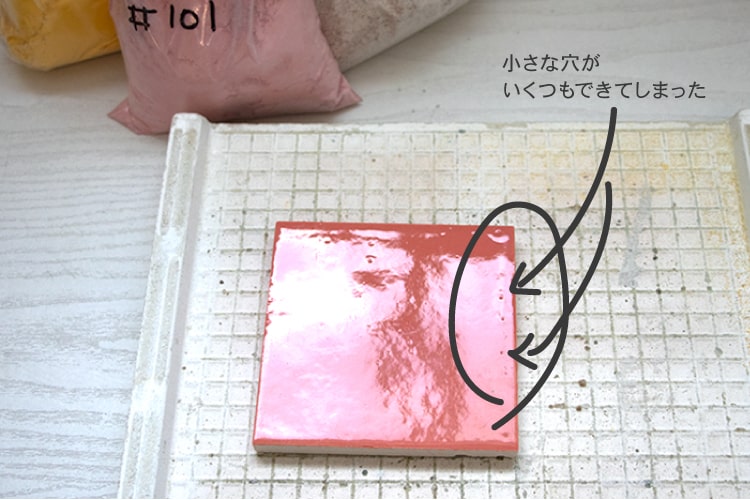
この「神楽」には3つの面状があるのですが、表面に少しだけ窪んだカーブのついた「KOMI-1」(以下:小径面)、これがとくに難しいようで…。
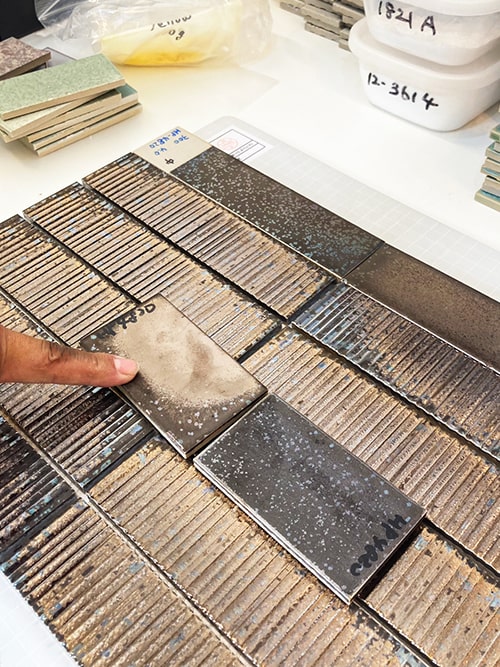
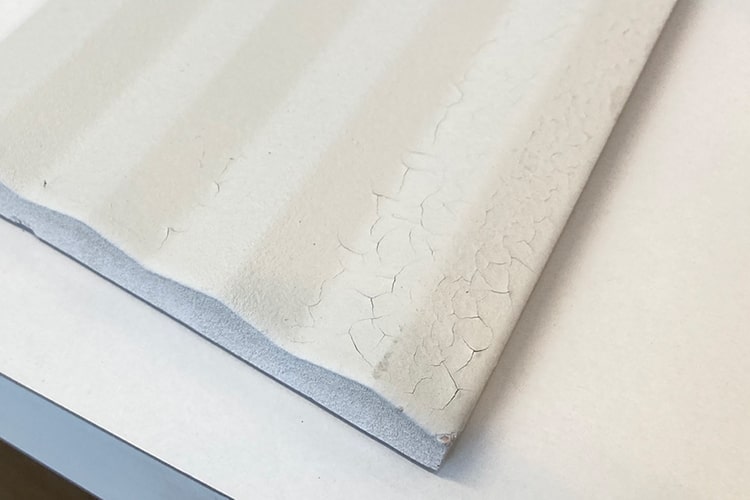
結晶の出方に、すごくムラがあります。
出方、と一口に言っても、
結晶の大きさ、出る密集度、出る範囲、出る方向…
いろいろあります。それが表にくっきりと出てしまう、つるんとした表面の小径面。
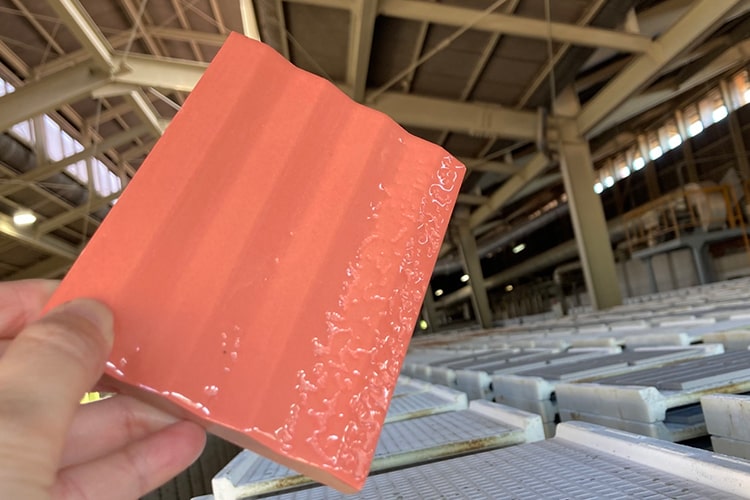
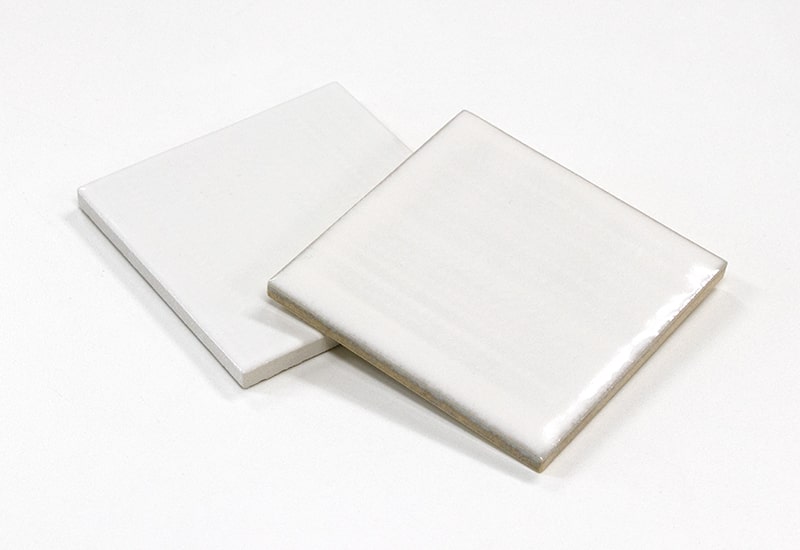
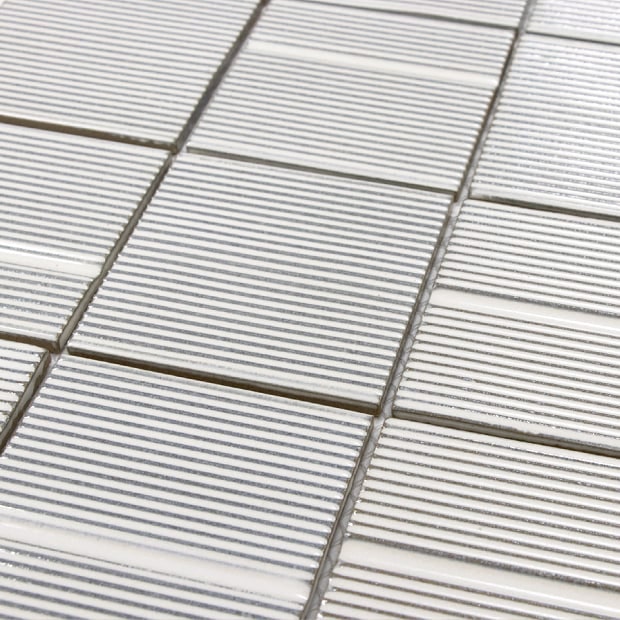
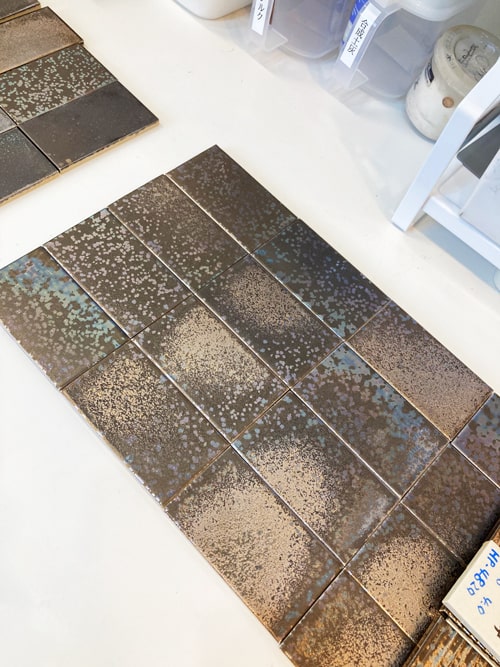
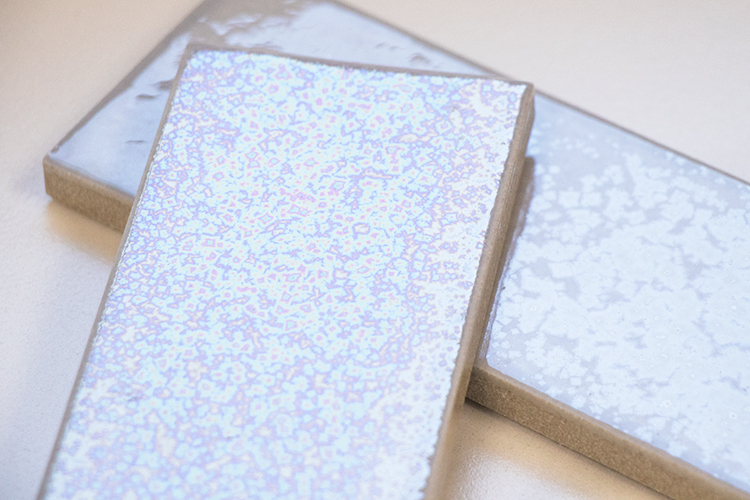
これは試作なので、実際とは違う小さなタイルで仕上がり具合をみたものですが、1枚1枚キラキラ具合が違ってどれも魅力的。でも「神楽」という商品として求めているのは、下の写真のようなこんな色むらのもの。

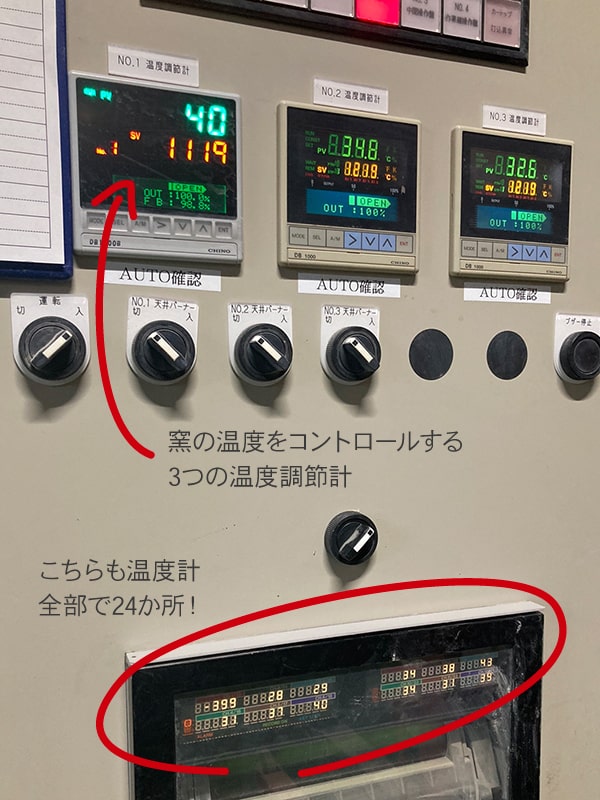
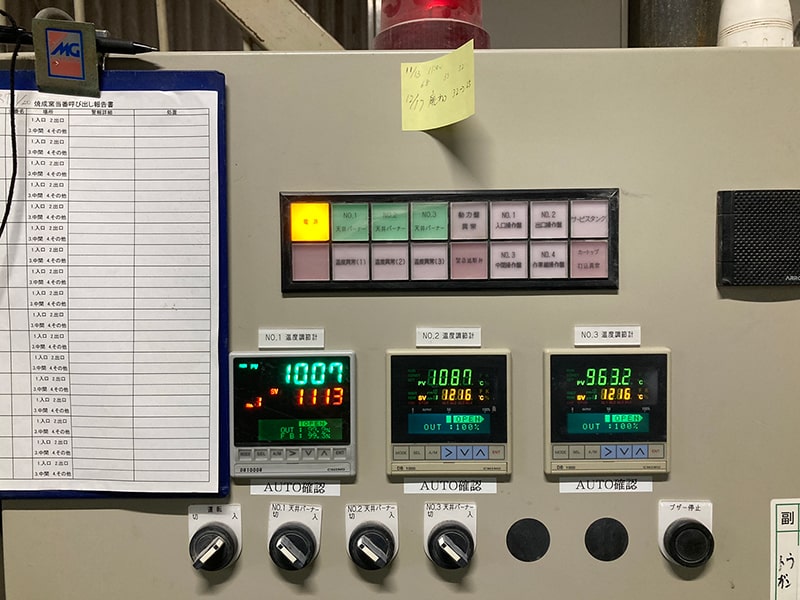
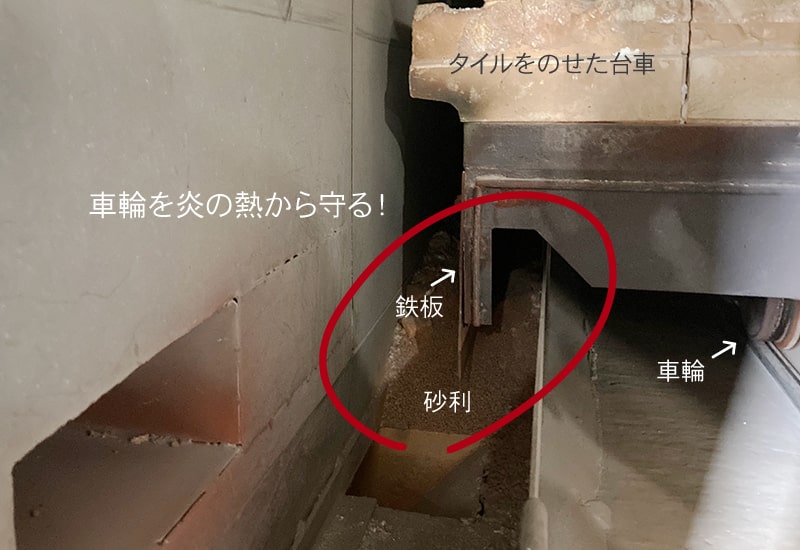
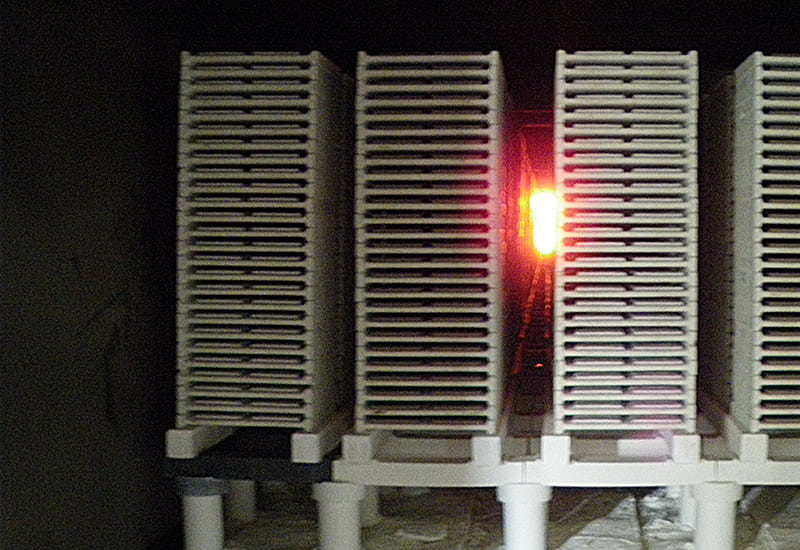
サーっと流れるような色むら。これを出すためには、釉薬の調合段階での細かな調整はもちろん、釉薬の量や吹き付ける方向、焼成時の温度管理や、窯内での台車のどの位置にのるか、トンネル窯を進んでいくときのタイルが並ぶ向きまでもが関係してくるのだとか。
まさか、タイルを置く向きまでもが、焼き上がりに影響しているとは…。まさに目からウロコ。
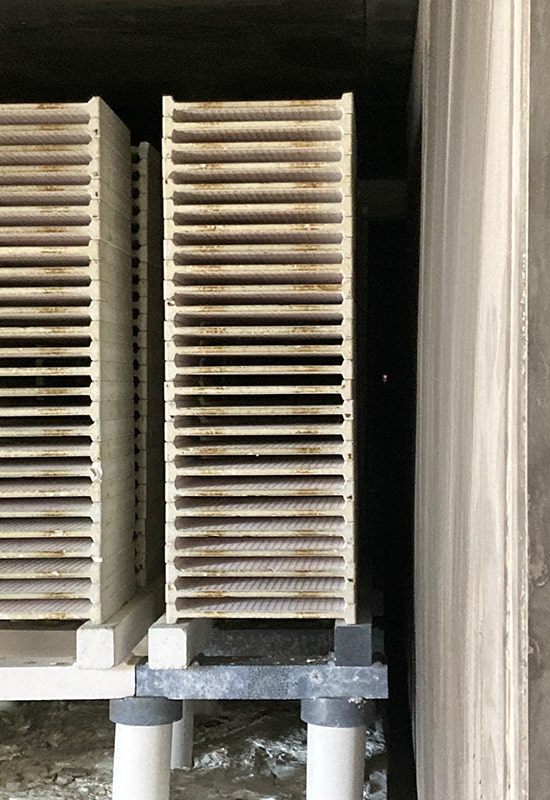
また、きれいな結晶を出すには、急激に冷やしてはダメ、とのこと。
工場の釉薬技術者に尋ねると、「徐冷」(業界での専門用語らしい)と呼ばれる温度帯があるそうで。高温での焼成後、時間をかけてゆっくりと温度を下げていく冷却方法で、この徐冷によって結晶の成長を促し、色や形、光沢といった表情豊かな 「釉調(ゆうちょう)」 を生み出すことができるということでした。

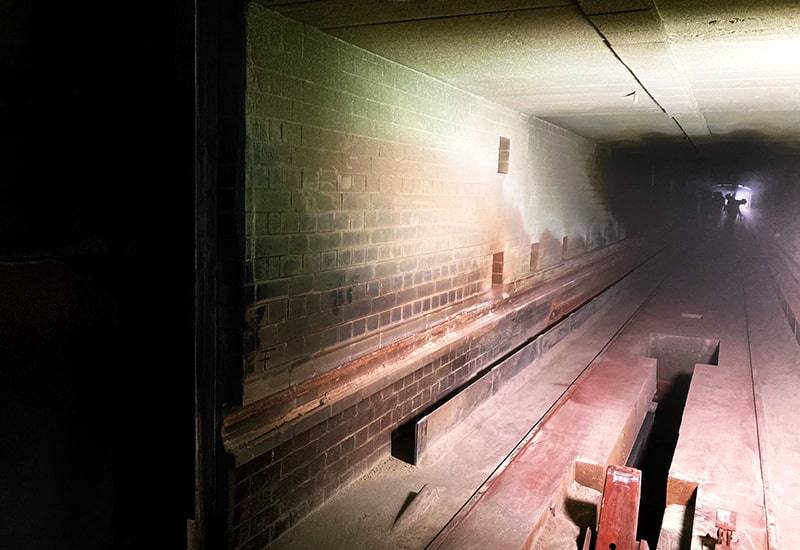
「トンネル窯」でじっくりと時間をかけて生み出される釉薬の結晶は、たくさんの知恵と釉薬技術が詰まった、努力の結晶なのですね。
結晶、結晶と言っていますが、いわゆる「結晶釉」を用いたものと、そうでないものがあるようです。わたしも、この記事を書くまで実はよくわかっていませんでした(お恥ずかしい限り…)。その辺の話は、また別の機会に触れたいと思います。
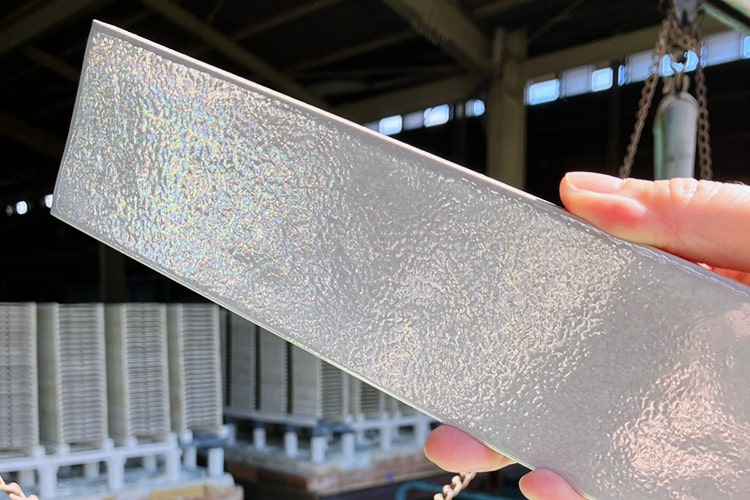
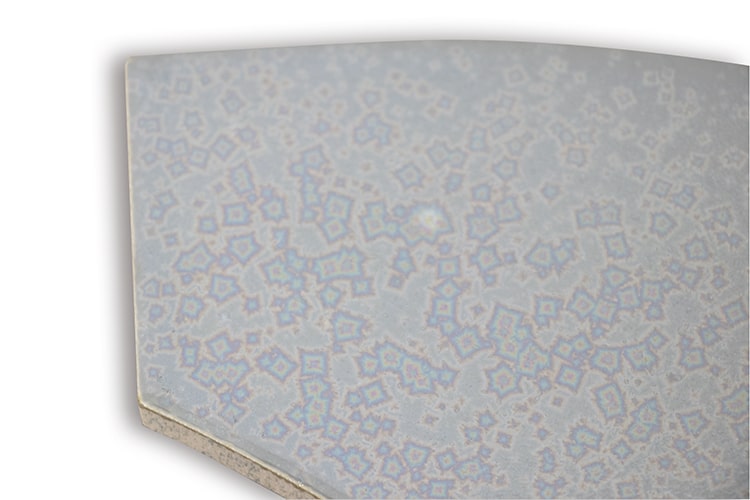
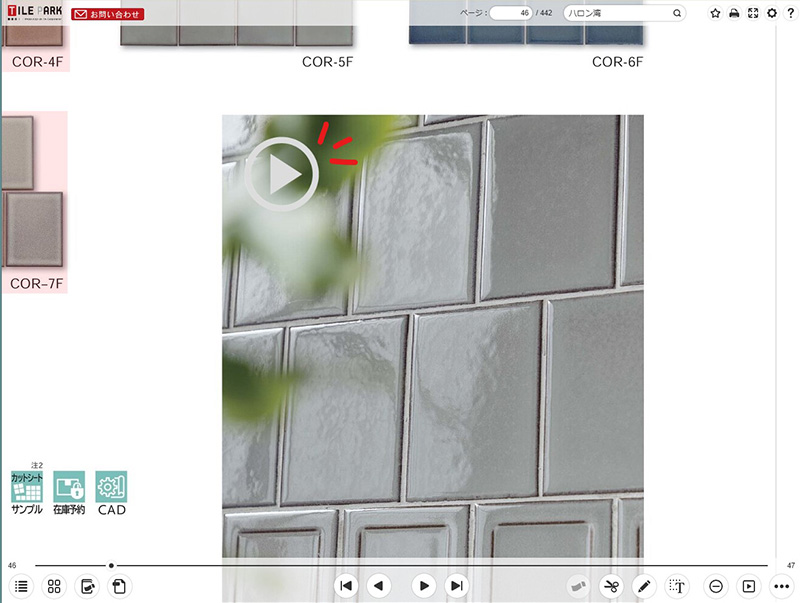
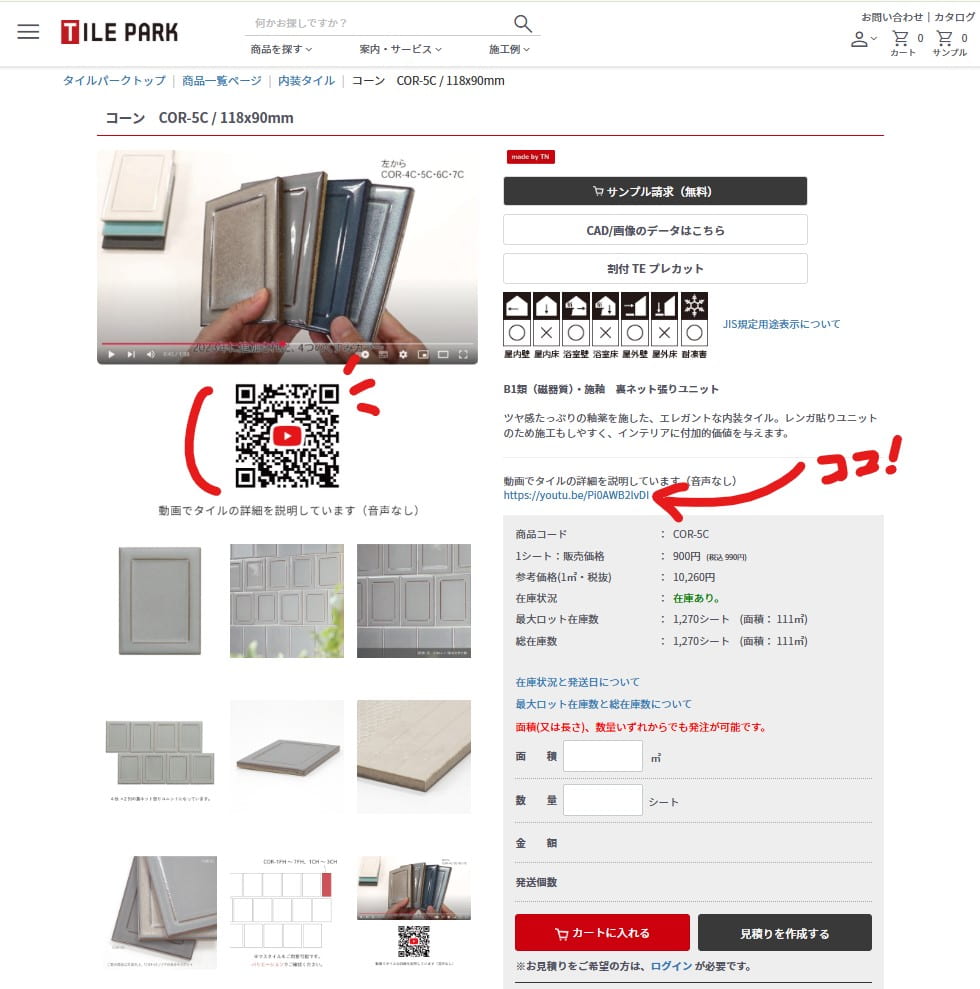
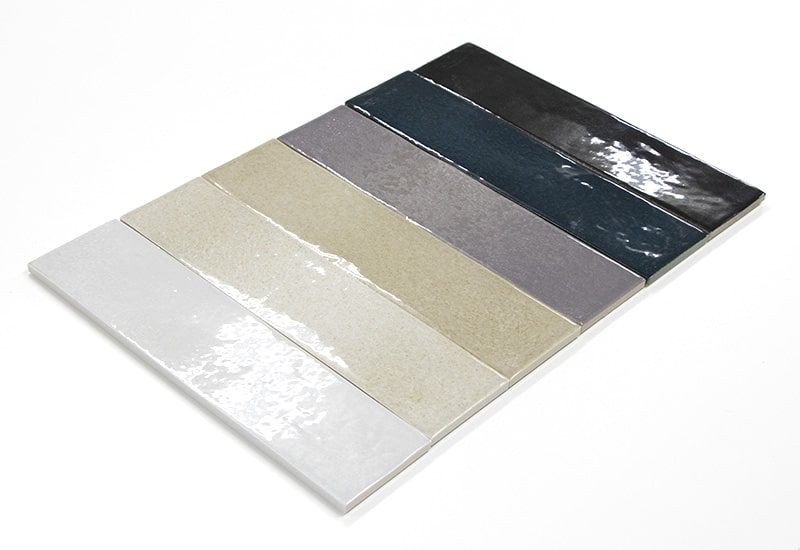
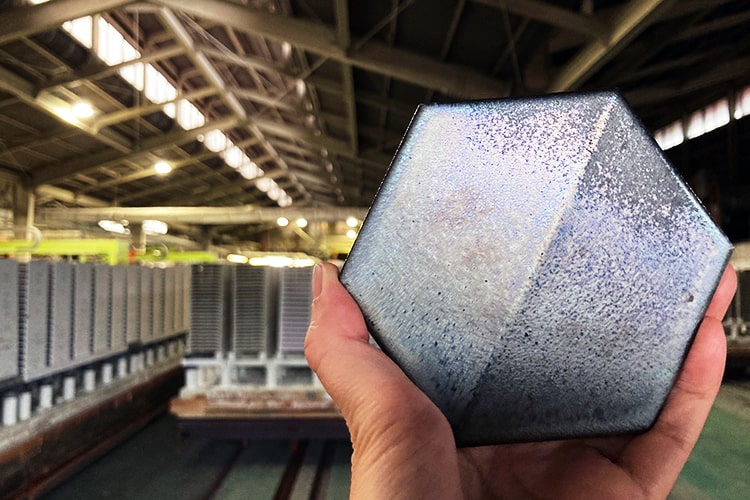
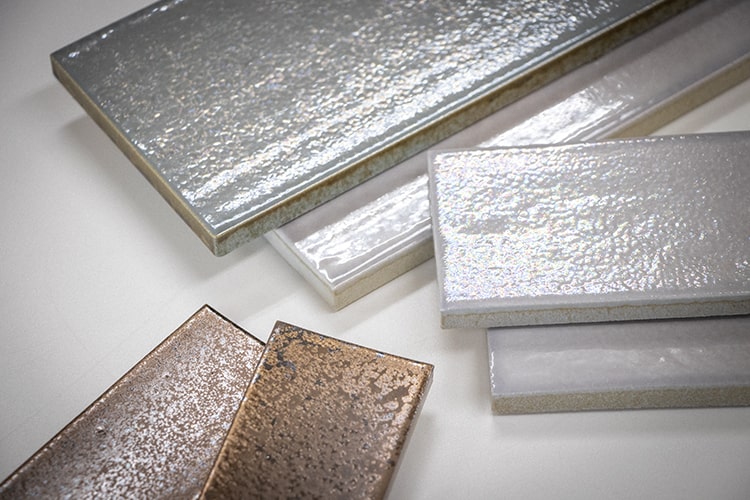
サンプル棚から、「結晶釉」を使ったタイルで、その結晶がすごく綺麗にでているものを持ってきました。
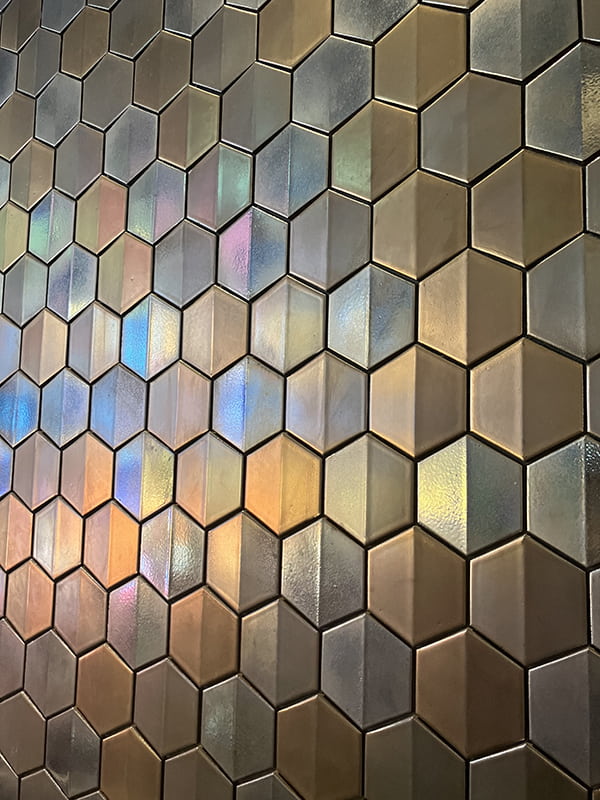
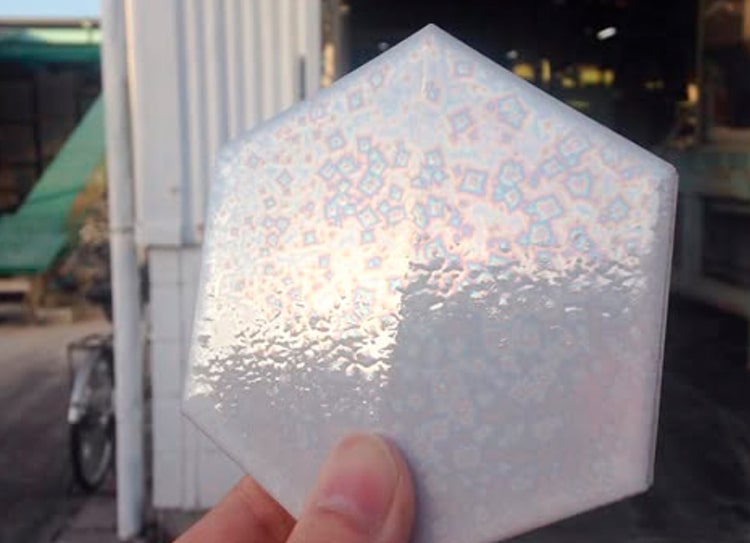
離れて正面からみただけですと、なかなかわかりにくいですが、近寄って光にあててみると、綺麗な虹色で、星のような形をした模様が見られるものもあります 。
こちらは10種の形状がある「ぺルラ」というシリーズで、3番色は、一見グレーっぽいのですが、このような結晶がみられます。(上の3つの写真の真ん中、六角形のタイルは「ぺルラ-クレスト」の3番色)
実際に壁に張ると、結晶がみえるわけではないのですが、照明や、角度で見え方がすごく変化するので、とてもおもしろいですよ。

照明効果で独特の表情を魅せてくれるので、店舗の壁面には、特におすすめです。ディスプレイ什器の装飾なんかにも。
サンプルを見て気に入ってくださり、住宅のキッチンに使っていただいた事例もあります。ホテルライクな洗面に、大胆に配置するのもいいですね。
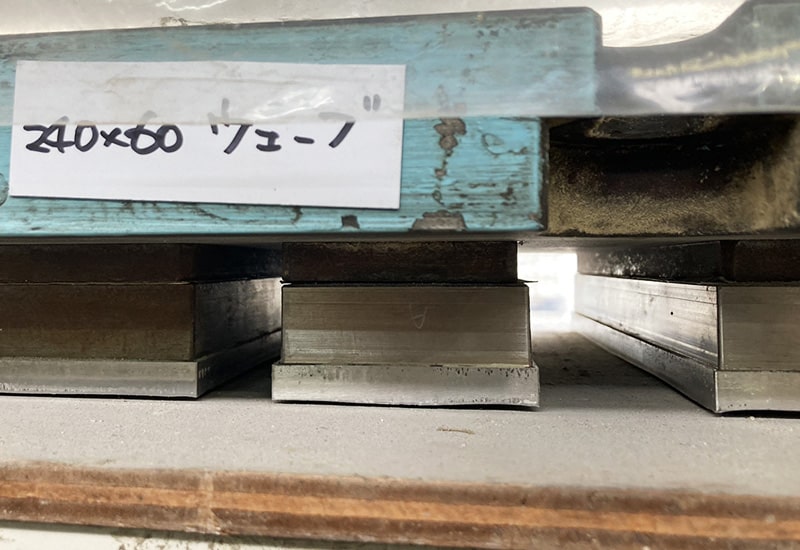
後日、焼き上がって検査場にきていた「神楽」を見てきました。
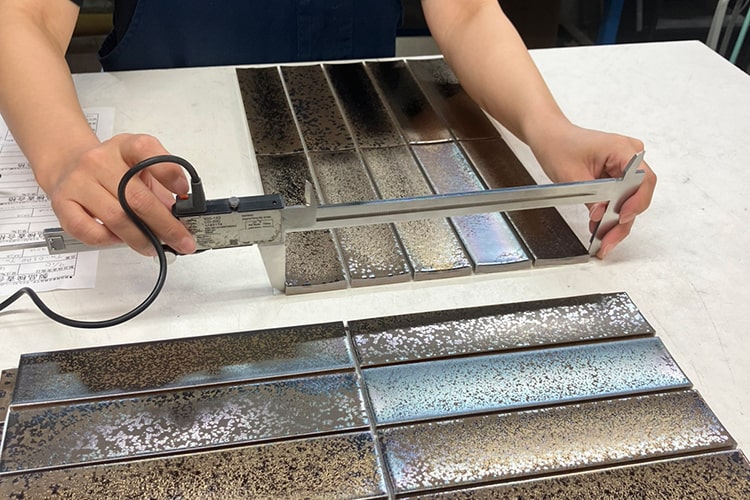

ここでは商品として出荷される直前の、ユニット化された状態で縦・横寸法を測って検品中。もちろん色も確認。
色むらの大きなタイルは、特にチェックが難しい。
釉薬技術の結晶が、やっと出荷を迎えます。
トンネル窯の中で冷めていく過程でできる結晶。とてもコントロールの難しい、手のかかる製品。
ですが、上手く焼きあがるとすごく綺麗。
普段は見ることのできない製作背景に思いを馳せながら、結晶のみえるタイルを、 ぜひ近くで、ご覧になってみてください。
この記事の執筆者:吉田(タイルパークスタッフ)
カタログやコンテンツ記事などの各種広報物作成を担当。出版・制作会社を経て、転居を機にタイル業界へ。タイルの魅力を模索中。
■関連商品のご紹介■

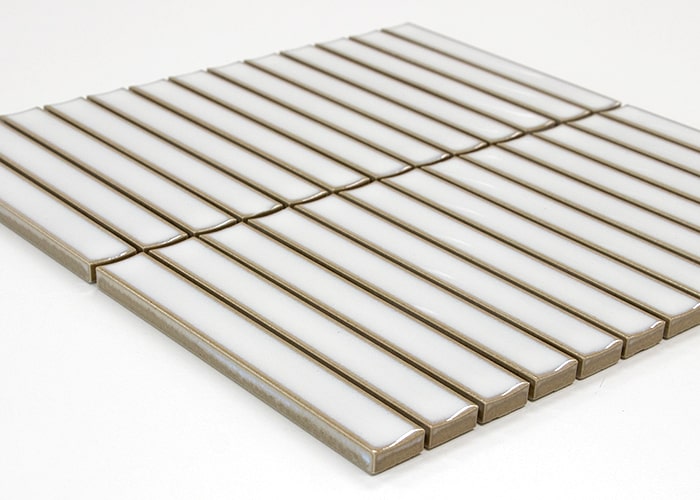
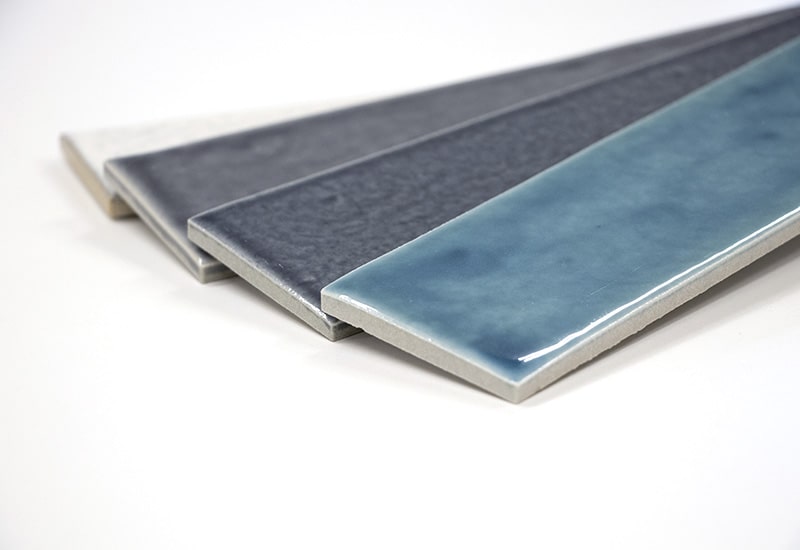
柊(ひいらぎ)
ゆったりとした240×90mmサイズの内装タイル。
こだわりの白い土に繊細な淡い色、品のあるデザイン。
3番色は正面からだとグレーっぽいですが、いろんな角度から見ていただくとキラッとした結晶がわかりますよ!
→「柊」(PST-3)を見る
■おすすめサービス■