わたしたちがつくるタイル、そのつくっている現場の日常を、写真、動画を交えながら、工程を追って順にご紹介しています。
第5回目は、「品質検査」。焼き上がったタイルを目で見て選別するところから、詳細な測定検査まで。
品質管理ってとても細かくて大変そう。でも品質管理室を覗いてみると、出来上がったタイルを割っているではないですか!
これはいったい…。

タイルは焼成後、出荷へ向けて箱詰めされるわけですが、その前に大事な検査があります。
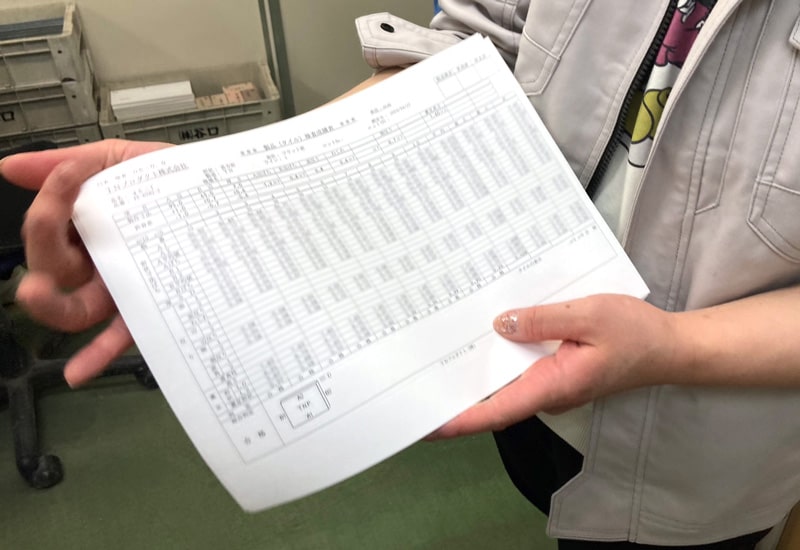
検査は、抜き取り方式。
そのときに製造している何千~何万枚ものタイル、一枚一枚を全部を細かく計測するのは不可能なので、そのなかの10枚をランダムに抜き取って検査します。
この10枚(※ちなみに平物。役物は5枚)、というのもJIS規格で決まっており、規格に沿って検査をしていきます。(3年に1回、定期的に審査も入るようです…)
ちょっと話が堅苦しくなりそうなので、難しい話は置いといて。。。
早速、どんなことをやっているのか、ちょっと管理室内の様子を見学させてもらいました。

まずは、寸法と形状。
主にカタログに記載しているのは、タイルの縦と横の寸法、それと厚さ。
でも測るところはそれだけじゃありません。
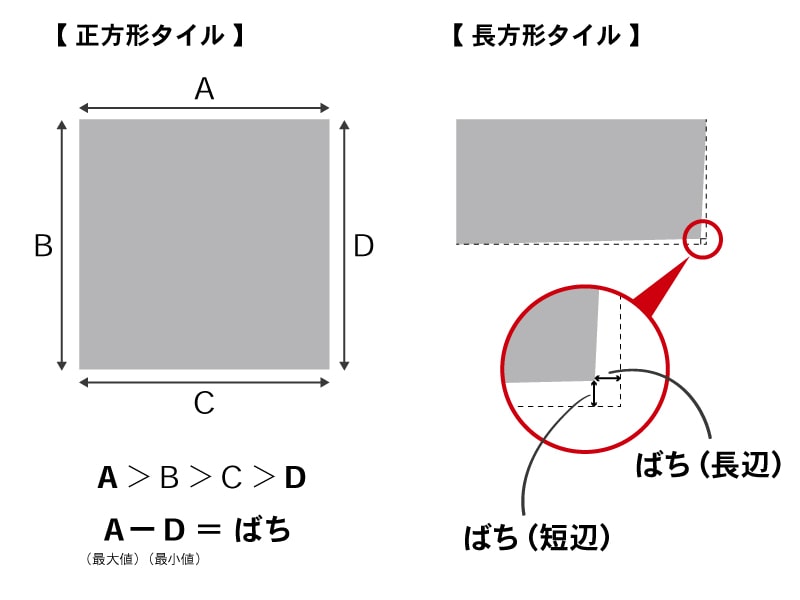
・ばち
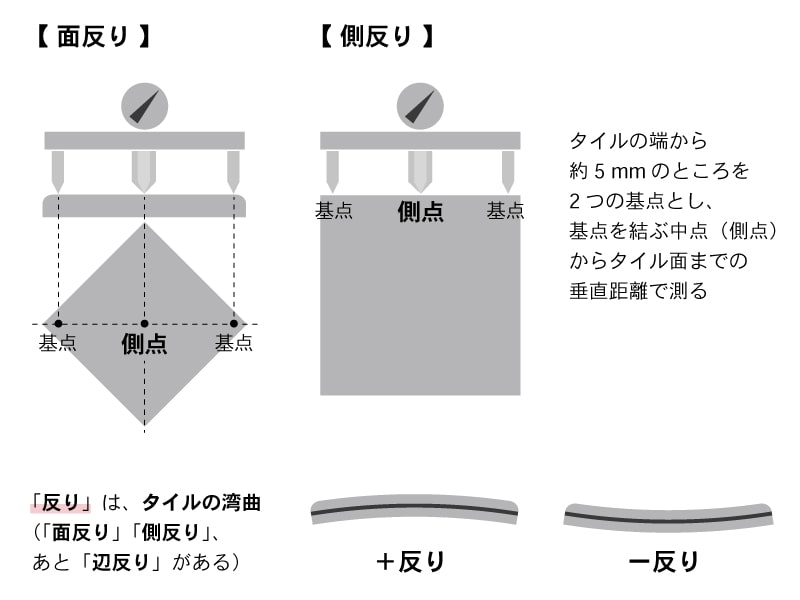
・反り
・直角性
・裏あし
・役物の角度
タイルの大きさや形状によっても変わってきますが、十数か所以上も測らなければならないものもあります。
「ばち」というのは、長方形のタイルなら相対する辺の寸法の差、正方形の場合は4辺の寸法の最大値と最小値の差のことをいいます。
「反り」はタイルの湾曲具合を調べます。「面反り」「辺反り」「側反り」とあるそう。
「裏あし」は、タイル裏面の凸凹の部分。モルタルなどとの接着を強くするためもので、主に外壁タイルにもとめられ、接着剤貼りの内装用タイルにはあまり関係ないのですが、規格に沿って測ります。

とにかくいっぱい。
なので、デジタルノギスを使って測り、測定値をパソコンに送信。どんどんデータが自動で入力されていきます。両手を使って測るので、足元のスイッチをポンポンポンっと踏んで、リズムよく測っていきます。これは便利!早い!

測定数値はパソコンへ 
デジタルノギスで計測 
便利な足ふみスイッチ! 
吸水率を調べる機器
決して広くはない、ちょっとしたスペースですが、タイルの様々な箇所を測定して調べています。
他にも、吸水率(Ⅰ類(磁器質)・Ⅱ類(せっ器質)・Ⅲ類(陶器質)…材質については、こちらのブログもご覧ください)の試験をする機器なんかもありましたが、面白かったのはこちらの小さな機器。いったい何を測るものでしょうか。

これ、測定後、タイルは無残にもこのようになります…
そう、これはタイルの強さを測る機器です。割って確かめるんですね。
そんな検査を、こんな小さな機械でやっているとは、意外!
タイルの端を2本の支持棒で支え、中央に一定の荷重速度で荷重をかけ、タイルが破壊したときの最大荷重を測定。タイルの曲げ破壊荷重及び曲げ強度を求める、という検査でした。
初めて見た時には大きな音に、ちょっとびっくり(動画の音は、控えめにしてありあます…)。何回か試験を見ているうちに段々と慣れてきたものの、さきほどよりやや厚みのあるタイルにかわったら、音も大きく、またビクッとしてしまいました。
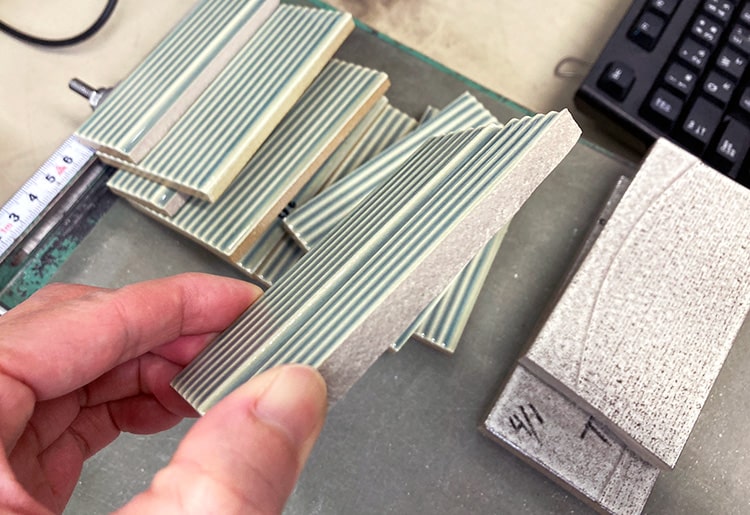
測るときは、そのタイルの割れやすい方向で調べるそうですよ。
例えば上の動画にあった、筋の入った「雫」というタイルは、筋が入ったの方向と平行に置いて検査していました。
管理室を出たすぐ前のところは、工場ラインの選別の工程。



ここで行われるのは、目視でのチェック。
ラインに流れてくるタイルを、1mほどの高さから見て、汚れなどの不良を取り除きます。
そんなに離れてて、ちゃんと不良品がわかるの?と思いますよね。でも、タイルのチェックは、この距離感が大事。
タイルができあがって、ある程度の面積に何十~何百枚が張られた、施工後の状態を想定してチェックします。
施工されたタイルを、間近でジーっと凝視して見ることって、ほとんどないですよね?(一部のタイル好きの方や、この業界の方なら、そんなこともあるかもしれませんが…)

こんな距離感です。
不良はもちろんですが、基準色となる見本を置き(画像の上の方に掲げられた4枚)、それと比べて色むらが大きい、あるいは小さい、そういうところも見て、基準をズレていないか確認、偏りがでてしまわないよう気を付けます。

こんな感じで不良をピックアップ、OKのものと入れ替えます。

基準色といいましたが、焼き上がったタイルを時系列でボードに並べ、そこでも色の具合をしっかりチェックしています。

選別工程のすぐ先で、こんなふうに一旦箱に仮詰めされるのですが、およそ20箱(20箱積むのが30分程度)に1回、ここからピックアップして、さきほどの時系列ボードに並べていき、色をチェックします。
コンベアに流れているのを見ていても、だんだん色が薄くなっているとか、さすがに気付くのは難しい。
ここに並べて比較することで、色の変化に気付くことができるのです。
その生産ロットの箱ごとで、色のバラツキを抑え、まとまるよう、この段階である程度調整する、選別は、そんな作業も担っています。
でも、これはあくまでも仮りの詰め作業。
出荷前の梱包時に、仮詰めした箱から取り出して、もう一度しっかり小さな汚れや傷、欠けなどをチェックしながら、どの箱も同じような”色合い”率になるよう混ぜて、詰め直していくのです。
その辺のお話は、また次回。
小さなモザイクタイルをユニットシートにする、加工のお話とともに、またご紹介します。
こちらのブログもぜひご覧ください。
▼「タイルの品質のはなし」
https://tile-park.com/blog/detail/26459
▼ 過去のブログはこちらから
第1回「原料編」
https://tile-park.com/blog/detail/26799
第2回「成形編」
https://tile-park.com/blog/detail/27124
第3回「施釉編」
https://tile-park.com/blog/detail/27860
第4回「乾燥~焼成編」
https://tile-park.com/blog/detail/29731
この記事の執筆者:吉田(タイルパークスタッフ)
カタログやコンテンツ記事などの各種広報物作成を担当。出版・制作会社を経て、転居を機にタイル業界へ。タイルの魅力を模索中。
■関連商品のご紹介■

甚(じん)
ブログ記事内で選別していたタイルです!
鈍いツヤ感が大人の和モダン空間に最適。 繊細な釉薬の結晶が角度によって様々な表情をみせます。240×60mmのボーダーと、150角の2タイプ。
→「甚」を見る
■おすすめサービス■